
Bigger is almost always better — at least when you’re talking about MIG wire diameter. Read his detailed breakdown below to find out why you want to consider using thicker wire, even when welding thinner materials.
One of the many things to choose in MIG welding is the size of MIG wire you want to use. There is a widely accepted point of view that “thin” metal should be welded with “small” diameter wire. But really, shouldn’t we first define what is thick or thin, big or small?
One way to break up metal thicknesses is as follows: Thin is everything 1/8” and below; everything else is thick. And when it comes to wire diameter, generally speaking, anything less than .045” can be considered small, and all others as big. Certainly, these may seem like oversimplifications, but there’s sound reasoning behind it.

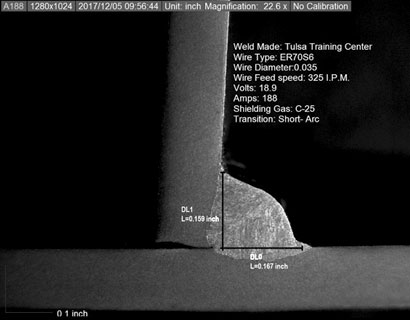
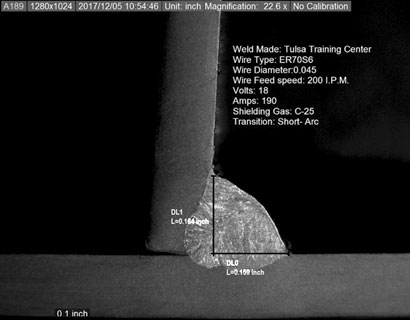
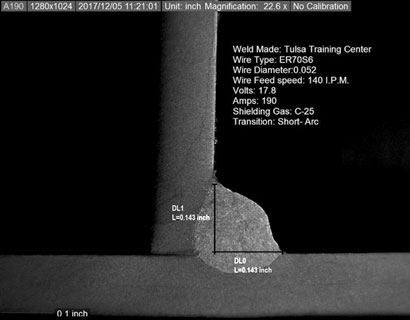
Let’s assume we want a ~1/8 fillet weld on a tee joint of 1/8” base metal. We can run .045” wire at 200 inches per minute (IPM), which will deposit about 5.4 pounds per hour of weld at about 24 IPM of travel speed. To make the same weld (at same travel speed, same deposition), we need 325 IPM of MIG wire when using .035”. All seems well, until we look at current density. The .045 wire is about 120,000 amps per square inch, and the .035” is over 50% higher—about 195,000. And what if we go up to .052” wire? We end up with 140 IPM wire speed, 24 IPM travel speed and a current density of 89,500 amps per square inch.
What is the big deal with current density?
If the joint fits properly, and there are no gaps, it isn’t a big deal. However, reality tells us that the joints don’t always fit right, and gaps are the rule, rather than the exception. When we have a higher current density, and we encounter a gap while welding, the higher density tends to blow through the joint and over-penetrate. This results in massive repair and rework costs.
Of course, we can always lower the current density to match that of larger wires by reducing wire feed speed. Then, however, we run into another problem. If we set the wire speed at 250 IPM for .035” wire, we will only be depositing 4.1 pounds per hour of weld metal. This represents a 30% reduction in productivity. Now the job takes 30% longer and uses 30% more gas and electricity.
If all that isn’t enough, there’s one more thing to keep in mind. Many fabrication operations have multiple instances of all possible combinations of thinner and thicker base metals. Wouldn’t it make sense to use a single wire that can effectively develop a quality weld on all of these materials? You could eliminate operations or wire changes—or even reduce capital costs—by purchasing simpler welding machines that only need to run one size of wire.
Yes, it goes against commonly accepted logic, but it’s worth a shot. Try your “thin” base metal with some “big” wire. If you consistently weld thinner material, you may also want to consider trying some lower energy shielding gases like 95% argon/5% O2. Put conventional wisdom to the test and see how much more stable and easy to use these filler materials can be.
Looking for more welding-related insights? Try these other Airgas Thinks posts:

This is a good article but it seems that it was written by someone who expects us to already have the knowledge that they do. I teach a lot of young mechanics. One of the best tools that I use is having the mechanics listen to me while I explain to the customer what they just paid for. I break down the systems in plain english so that the customers can understand it and as they listen to it my younger technicians learn the systems as well. I clicked this article to determine of I should run .045 wire on… Read more »
Dear Mr. Spivey. The overall intent of the article was to keep a welder’s options a broad as possible when selecting parameters. I hope that the article assists in challenging the traditional “small metal needs small wire” thought process. For your specific application, on the brackets and heavier items, it is very possible that the larger wire would perform better. For exhaust components, which are usually very thin, the .045 wire may prove to be too difficult for new operators. I would suggest an evaluation of the balance of materials, and if you decide that you work on thin exhaust… Read more »
Fred, thank you for the quick discussion on this topic. I’m buying a new welding machine that has feed rollers for both .035 and .045 wire. Your explanation makes good sense. Appreciate you sharing your expertise.